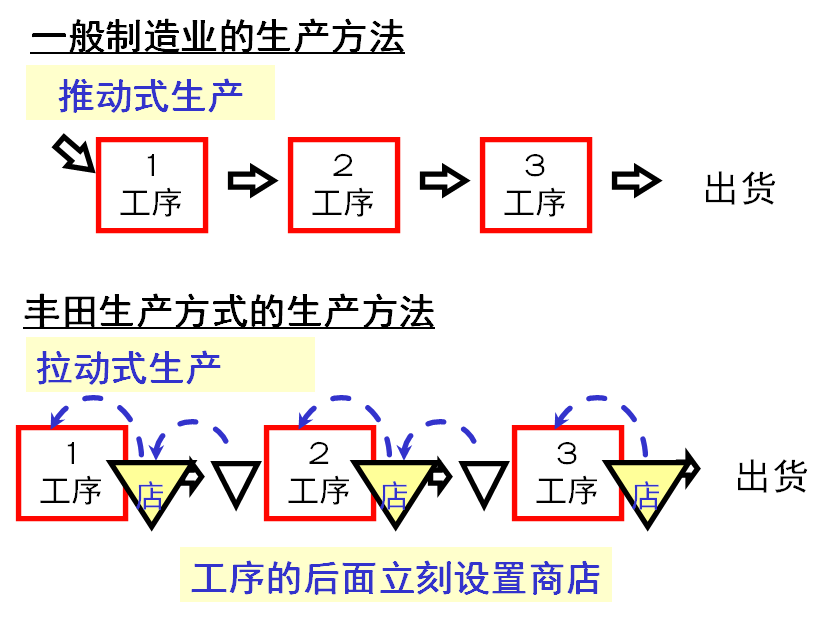
����ʽ�������ƶ�ʽ����������
����1��ʲô�ǿ��巽ʽ
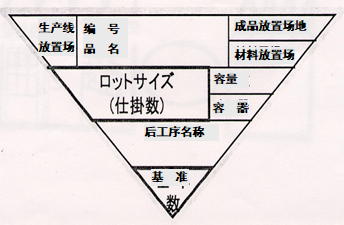
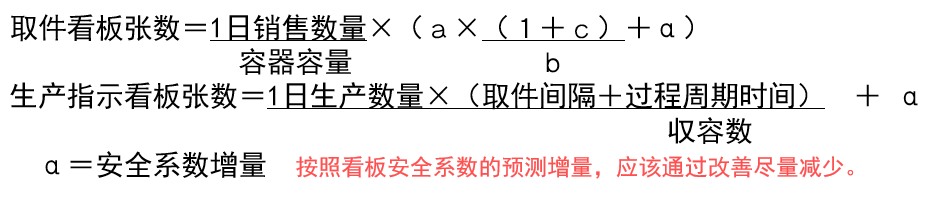
���ۣ������ÿ�����������ĸ�Ҫ
���ۣ��ݿ����ʹ�ù���
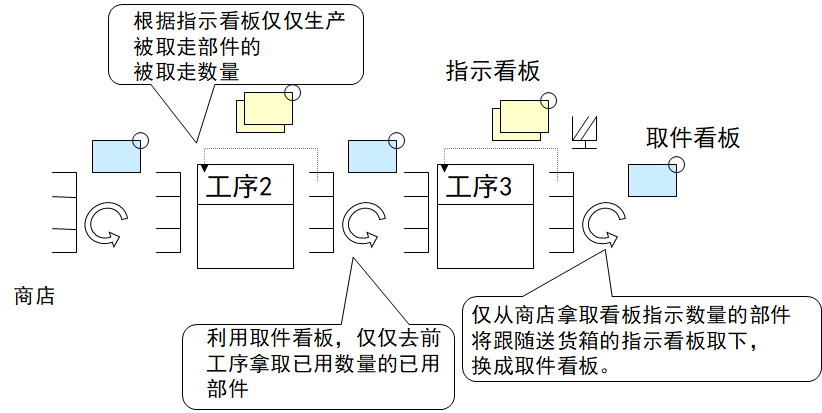
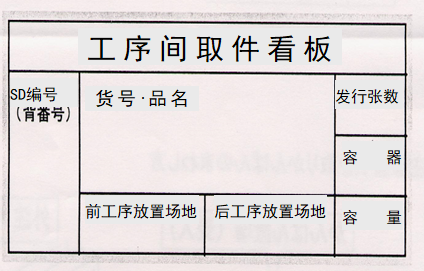
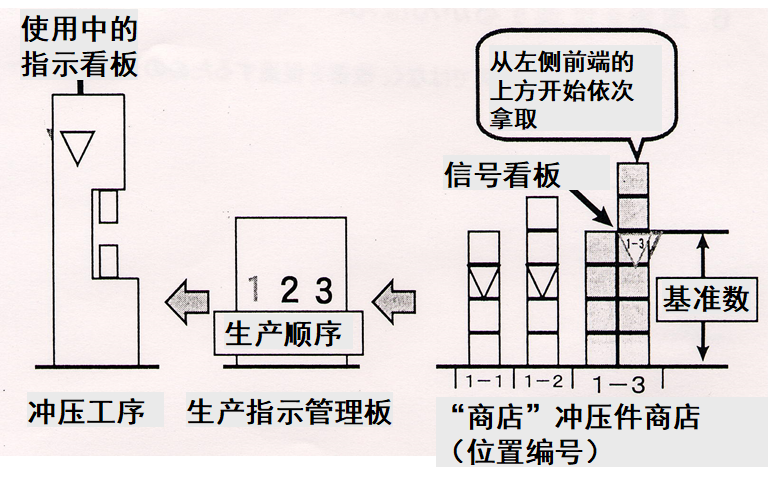
�ٽ��ڿ������ߺ���ŵ�ǰ����ȥȡ����
��ǰ����ȡ�¿���IJ�Ʒ������ȡ�µ������ͱ�ȡ�µ�˳��������
��û�п����ʱ�������������ˡ�
�ܿ�����븽��ʵ���ϡ�
��ʹ�õ�һ��������ʱ��Ӧ�����俴����뿴��ܡ�
����ȱ��ʱ��ÿ����һ��������һ�����ݡ�
���ۣ��ݿ��������
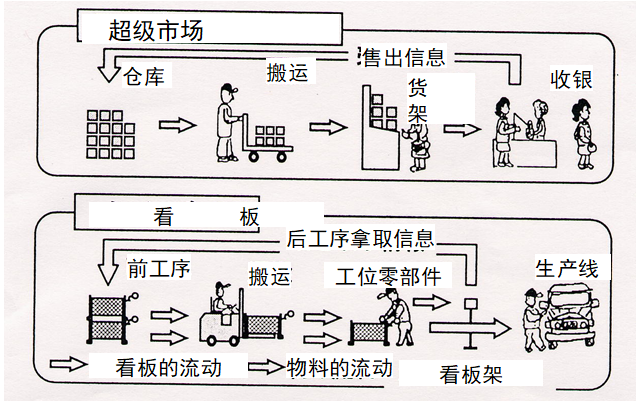
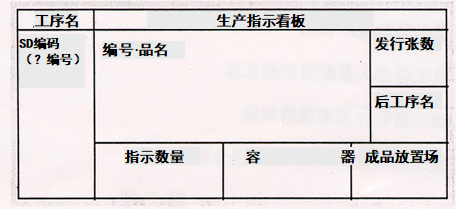
���������������˵�ָʾ��Ϣ
�����������ֳ�ʵ���������ȵ��Զ�����ָʾ��Ϣ������Ϊ����ʱ���������ˣ����������ĺ�����Ʒ����
��������ֹ��������ʣ���͡����˹�ʣ��
����������������ں��ʵ���������Ȼ�ܹ������������Ͱ������������ں��ʵ�������
��������ȷ����������˳��
���������տ���ȡ�ߵ�˳���������ָʾ���ɡ�
���������ձ����������������������Ŀ��״�������������Ա���ú��ʳ̶ȣ��������ҵ���ȣ�����Ľ����̶ȡ�
���������������滯�Ĺ���
�����Ŀ��Խ�٣�����Խ���ױ�¶������
���ۣ��ݿ��������
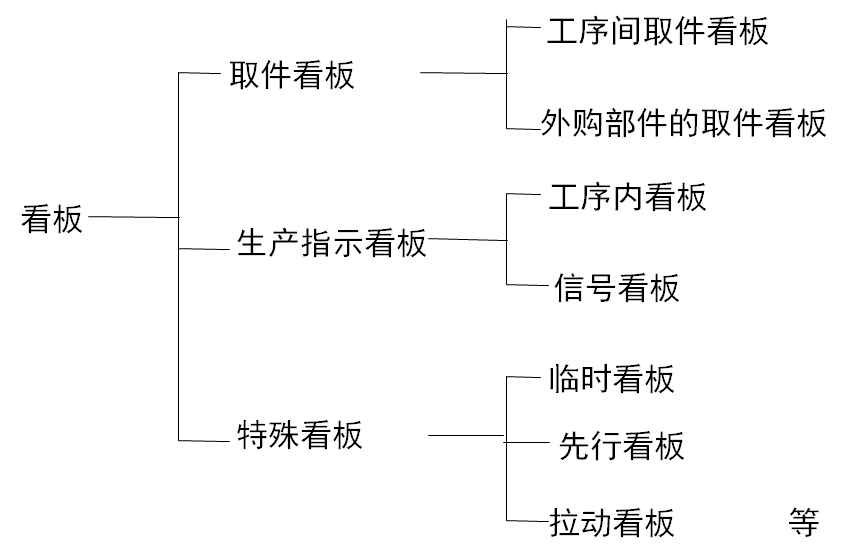
������ȡ������
�ٹ�����ȡ������
���������ȡ������
��������ѭ��
����������ָʾ����
�ٹ����ڿ���
���źſ���
�źſ������ת����
�źſ���Ļ������������
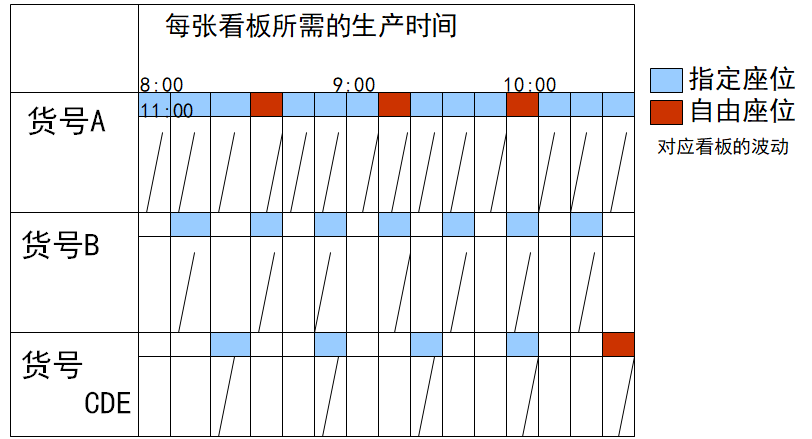
���ۣ���ʹ�ÿ����ǰ����ƽ��
�ͻ�����ƽ��ˮƽ�IJ��쵼�µ�����
���������Զ���Ϊ�����ƶ�����˾��ƽ���ƻ�
������(�����¶�ʵ��ƽ�������߰����ܶ�ʵ��ƽ����
����������ƽ���ƻ�Ϊ������������ȡ�
�������������� ・ÿ��ļƻ�������������・���������
・����ʱ����Ա����������・���Ļ�
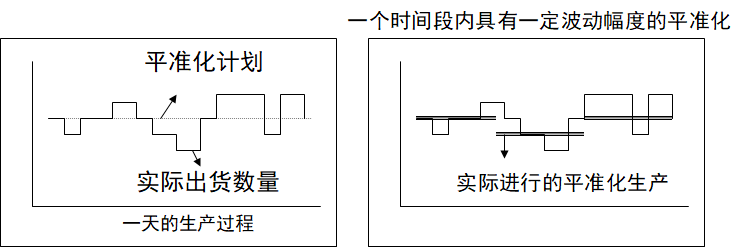
��������ͨ����Ʒ���������ƽ���ļƻ���ʵ�������IJ��졣
��ʵ�������IJ�����й���
�����������Ը��������ı䶯�������������Dz��ɱ�����ࡣ
��������ʵ��ƽ�������Ĺ���
��������˳���ʱ�䡤���ȿ������м���ƽ��������
���ۣ��ݿ�����ת�����Ĺ���
�������������������
��������ѭ�����ᣭ�⣭�㣩
������ս������Խ�������Ϊ��λ��
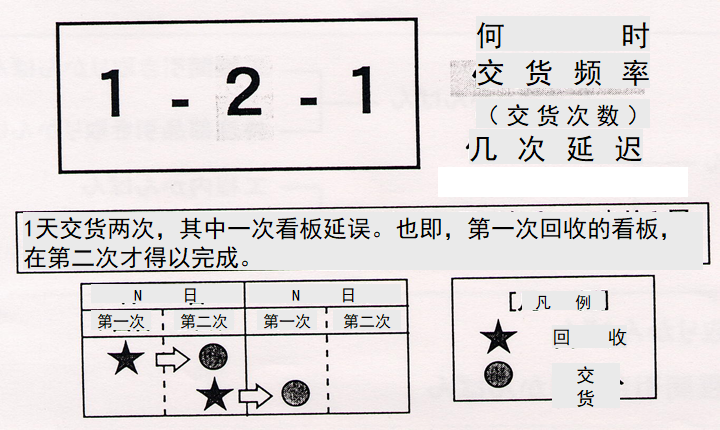
���⣺�ּ��ν�����ÿ�콻���Ĵ�����
�㣺�ڼ��ν������ӳ�ϵ������������ʱ�䣩)
������������ˮƽ�ı䶯�Կ������ת�������й�����
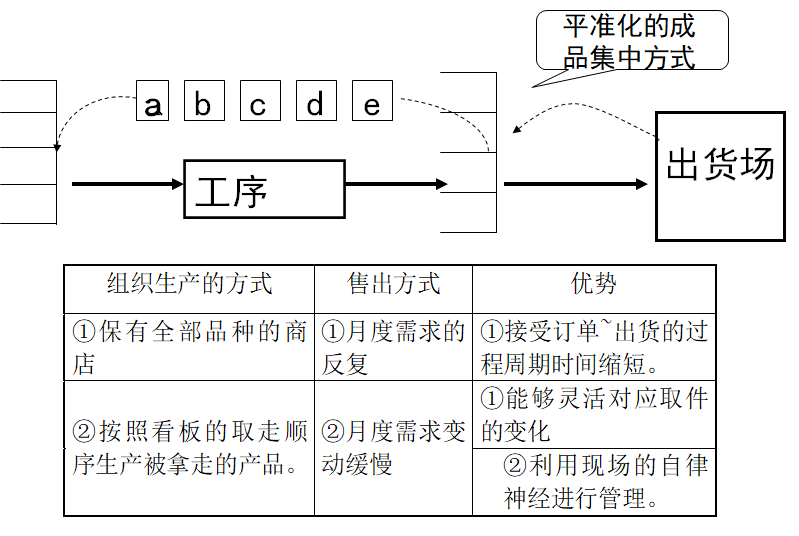
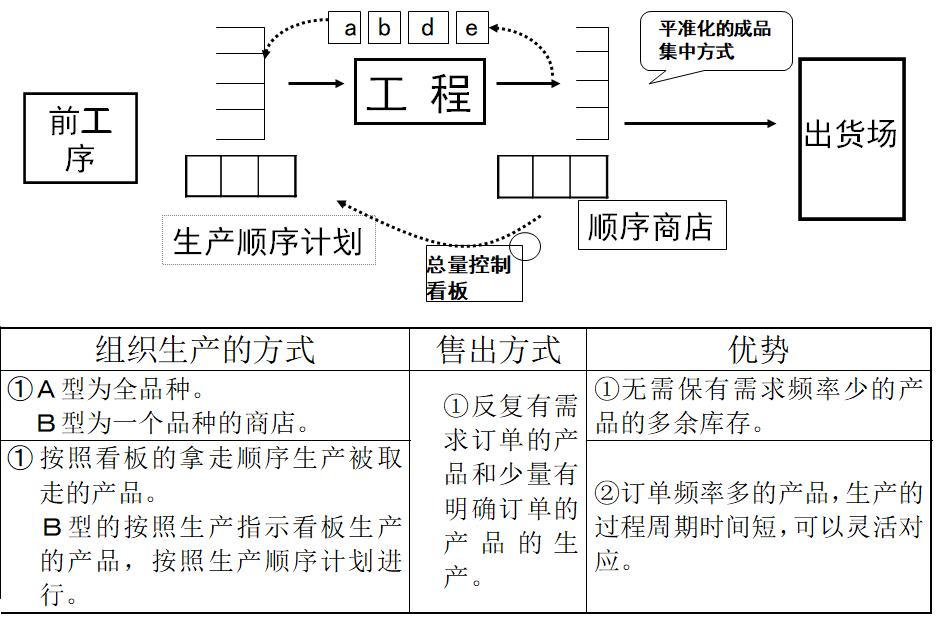
���ۣ��ݰ��ղ�Ʒ���۳���ʽ��֯������3����ʽ
1������・・・������
2�����͡���˳������
3)���͡������˳��Ļ������
���� 9 �ݿ������ת��ʽ�������ο���
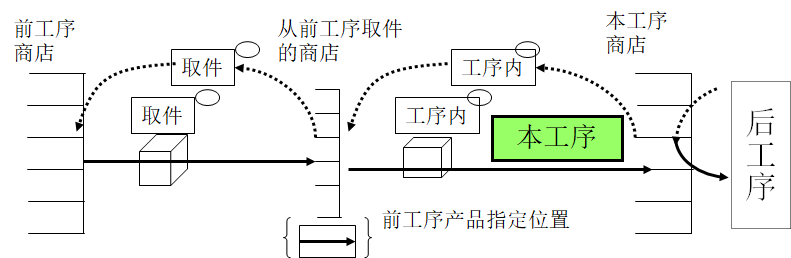
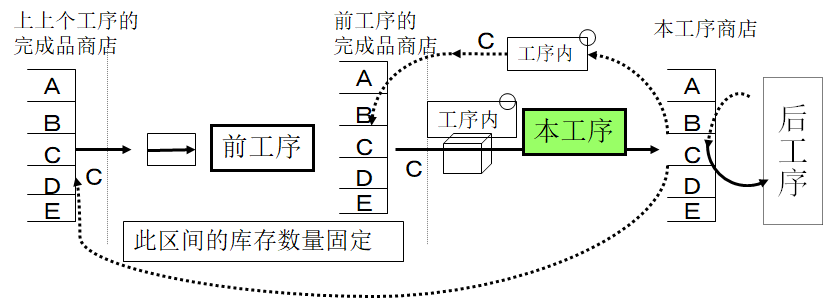
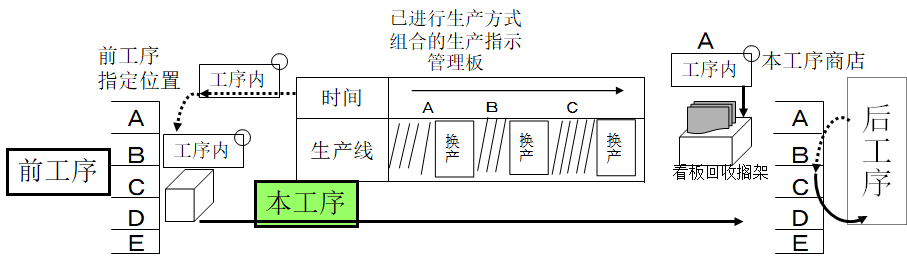
��1�������ڿ���
1������������ȡ�ߺ���ȡ�¿����˳��ӹ�ǰ����IJ�Ʒ����������Ͽ�������Լ�������̵��ڡ�
2��ԭ���Ǵ�ǰ����ȡ��ʱ��Ҫ��ȡ������ӱ�����ǰ��Ĺ�����ȡ��
��һ����ԣ������ڵĿ���ͬʱ������ǰ����ȡ���õ�����϶ࡣ
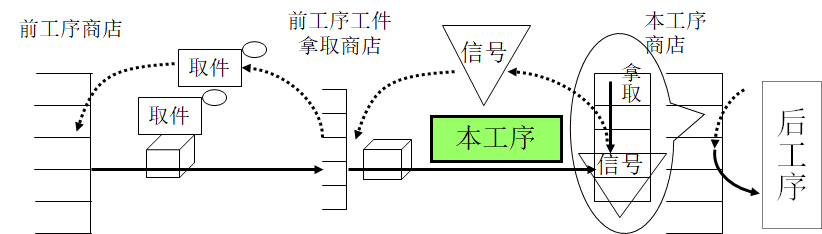
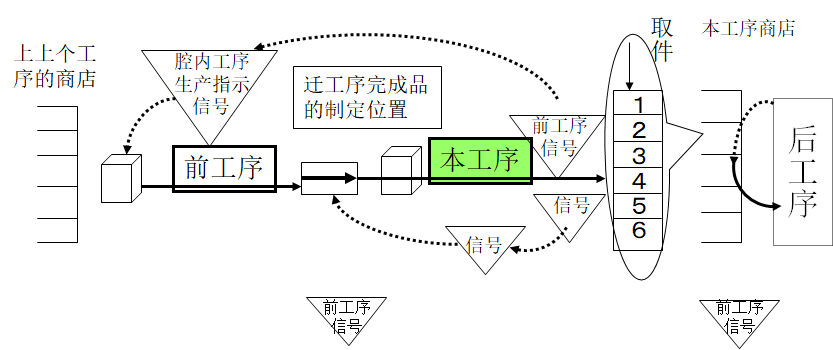
��2���źſ���
1����������ȡ���źſ���ӱ�����һ��һ��ȡ�ߴ����źſ����һ�乤��ʱ�����źſ���ȡ����Ϊ�����������ָʾ���塣
2�������źſ�����ʾ��������һ��һ��ش�ǰ�����̵��мӹ�1����������IJ��ϣ��ӹ�����뱾������̵��С�
1��������ɺ��źſ�����ڱ��������Ŀ��λ���ϡ�
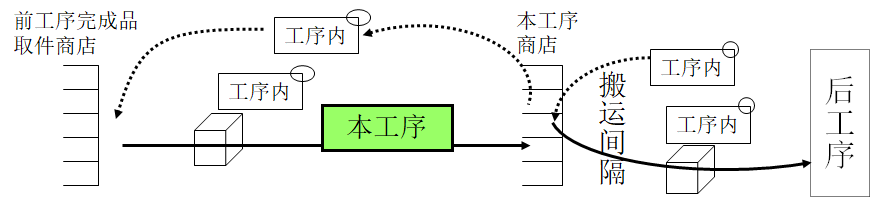
��3��ͨ�������ڵĿ���ָʾ��������
1����Ʒ���߹����Ա�����ȡ�ߺ�Ӧ��������������γɸ���ڣ��������ۼƣ��ӹ�������Ŀ���ﵽ�����ߣ����ߣ�ʱ����������ָʾ��
2��ÿ�ӹ����һ�䣬���Ϲ����ڿ�����뱾�����̵ꡣ
3����ǰ������ȡ�㲿�����߰��Ʒʱ��ÿ��һ�䡣
��4��������Ӧ������������ʽ
1������ӱ�������ȡ���С�ǰ�����źš��IJ�Ʒʱ�����������š�ǰ�����źš�������Ϊǰ���������ָʾ���壬����ǰ����
2����ͼ�У�����ӱ������̵�ȡ����˳��2����ǰ��������ָʾ�źţ���5����������ָʾ�źţ�֮���ʱ�䣬Ϊǰ��������1�����������Ĺ�������ʱ�䡣
��5��ˮ�������ʽ
1������Ҫ�ӱ���������C����������мӹ�ʱ��Ҫ�����ϸ���������Ʒ�̵����ó�C������ǰһ�������ָ��λ���У�Ȼ���ٴ�ǰ������̵���ȡ��C���мӹ������뱾������̵���ȥ��
2��ǰ�����еĿ������Ϊ������
3��ǰ����Ϊ��֤�����߽����ȶ������Ĺ��������ȴ����ȡ�
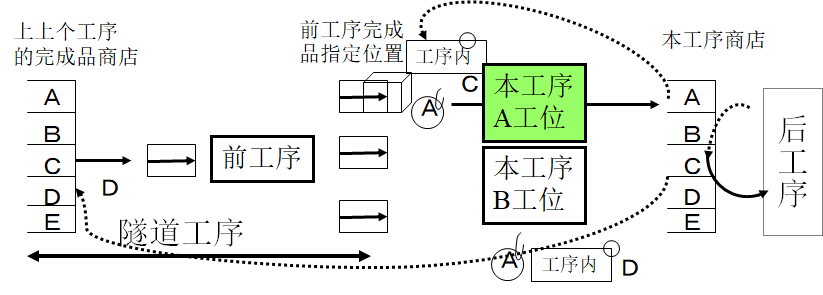
��6������ʽ
1��������A��λ����ǰ����A��λָ��λ�ò�ƷC���мӹ�ʱ������һ��Ҫ�ӹ���D��������ϸ��������Ʒ�̵���ȡ�����ƷD��Ͷ�ŵ�ǰ����
2��ǰ����D�ӹ�����A��λ��ָ��λ�á�
3�����ý���ͨ��Ʊָ��λ�ò�Ʒ�Ĺ�λָ�����������Ƶȡ�
4��ǰ����Ϊ��֤�����߽����ȶ������Ĺ��������ȴ����ȡ�
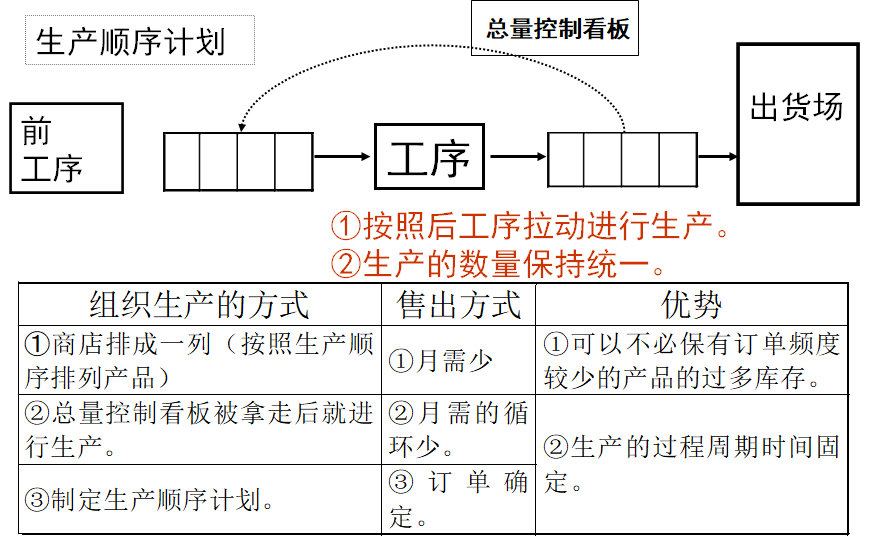
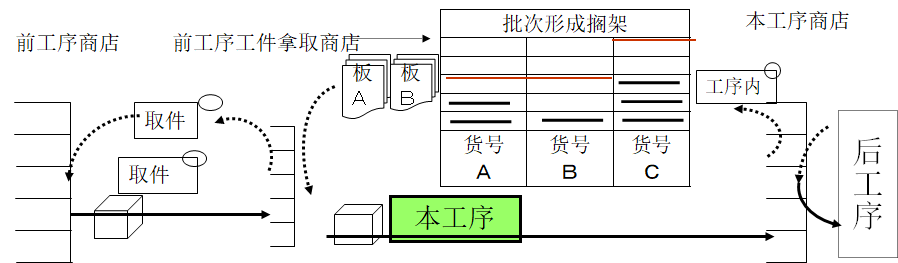
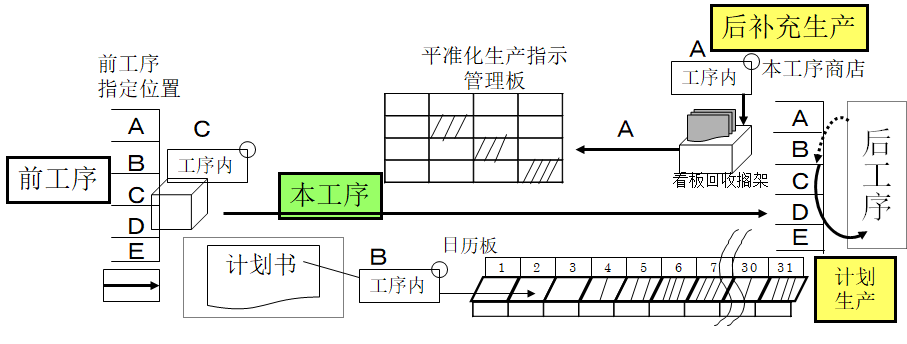
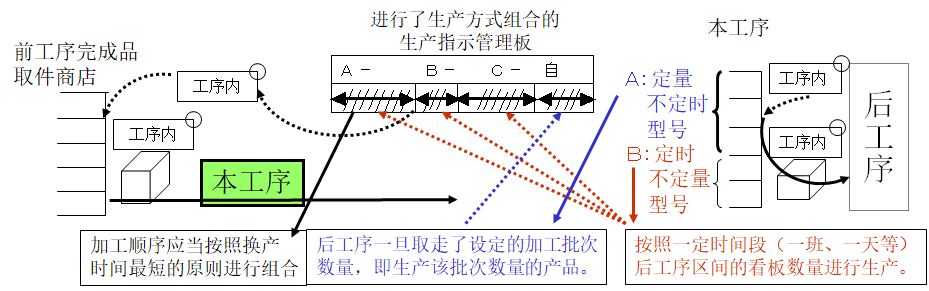
��7���������ͼƻ��������ָʾ
1������ʵ�мƻ������IJ�Ʒ�����ݽ�����ȷ���ӹ����ڣ��������ͺź��������ͼƻ�һ�µ�B���壬�����������ϡ�
2������ָʾ���У�Ҫ���ռƻ������ͺ�ָ���������λ�á�
3��ʵ�к��������ͺţ�Ӧ����A������պ������ռܡ�
4���ƻ������ͺźͺ������ͺż���������ָʾ���������ƽ��֮��������ָʾ��
��8���������
1������ʱ�䳤����ʵ����������
����ʱ�䳤�������ӹ�����Ҫ�����ͺ���
2��������ʽ���ʱ��Ҫ������ϳɻ���ʱ��̵�����ģʽ��
3��������1�յ�������ʽ��ϵ������
�ٸ���ÿ���ͺŵ�1����Ҫ������1�������ļӹ���Ҫʱ��ͻ���ʱ�䣬��ϳɻ���ʱ����̵�ģʽ������������ʽ���
������1�������ָʾ�����壬��ʾ�������ݡ�
�۽������γɵ�������ʽ���ȡ�µĿ��壬����������ʽ��Ϸ��ͳ�ȥ��
��9�������ͺ�ר�üӹ���
1��û�л���������ʱ���0���������ߣ��ԡ�ȡ��һ���ӹ�һ�����ķ�ʽ����֤���Ϊ��С��
2���ɴˣ�������Ĺ����ڿ������ͨ�������ȡ������Լ����ͺŵĽ���ʱ���㶨��ת������
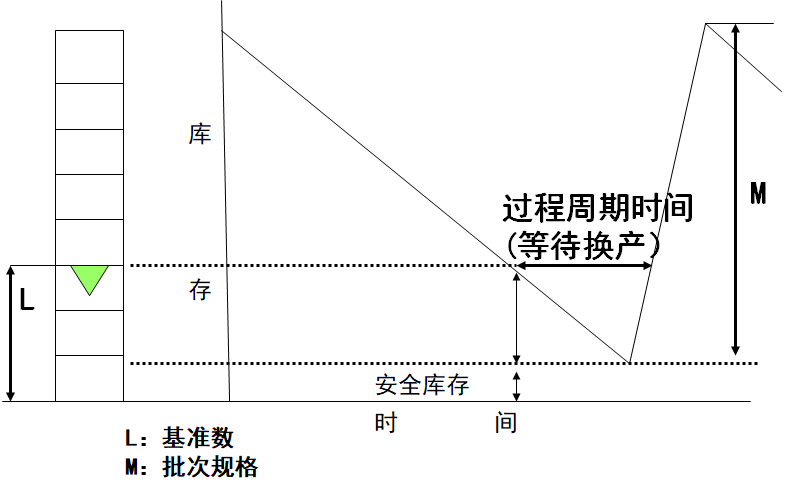
��10����������ʽ����ʱ����������������ʱ��
1�������ڻ���ʱ�䳤�������ͺ�������������ߡ�
2���趨һ��Ļ���������ÿ�λ����ܹ�����һ���ͺ�һ���Ҫ�����������������趨Ϊ�����ͺŵ����ι��
3��1���Ҫ��������ͺ�=��ʱ������������
1���Ҫ�����ٵ��ͺ�=��������ʱ������