 |
4000156919 |
|
4000156919 |
来源:本站 作者:匿名 发布:2020/8/22 浏览次数:3259
什么是IE
IE也叫工业工程,是一门学科。IE是为企业获取更多利润而发展起来的一门学科
台积电执行副总经理李庆超:工业工程就是运用很多科学的方法,还有里面很多与工业工程相关的一些技术,来帮助公司达到生产效率最大化。所以我们常常说IE工程师就是效率专家、工厂的医生、企业的医生。 我们公司专门有一个工业工程处,里面有100多位同事,全部都是IE专业的背景,我们有很多的项目,都是工业工程处来给我们提供很多建议,工业工程处就是我们企业的幕僚。
IE如何为企业获取更多利润?
途径:降低成本
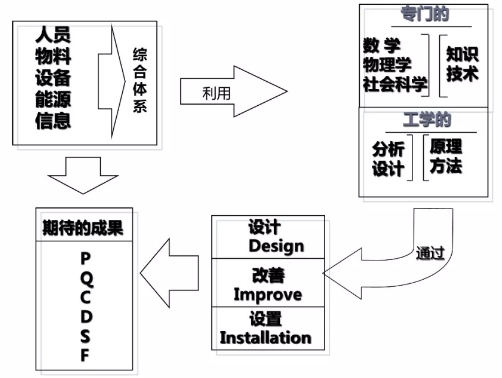
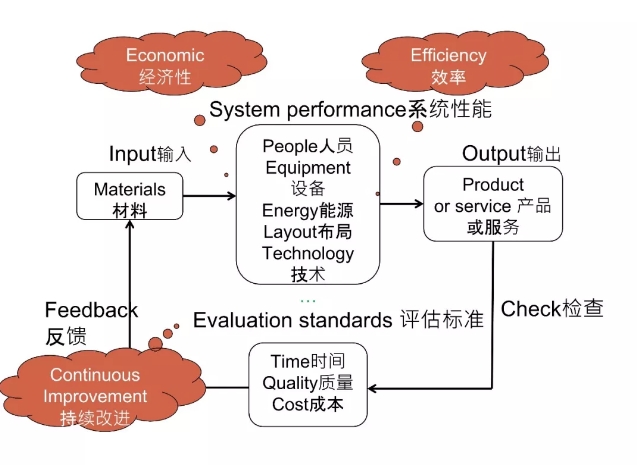
1955年美国工业工程师协会对IE的定义:IE是对关于人员、物资、设备、能源、信息等组成的整体系统进行设计、改造与实施的一门学科。
IE的起源
泰勒-铁铲铲煤动作的分析
泰勒在钢铁厂时,有600多名工人正用铁锹铲铁矿石和煤。泰勒想:一铁锹的重量为几磅时工人感到最省力,并能达到最佳工作效率呢?为此他选出两名工人,改变一铁锹的重量并记录每天的实际工作量。
结果发现,当每铁锹的重量为 38磅时每天工作量是25吨、34磅时是30吨,于是,他得出作业效率随铁锹重量的减轻而越高的结论。但是当重量下降到21~22磅以下时,工作效率反而下降。
由此,他认为矿石重量较重应使用小锹,而煤较轻应使用大锹,他合理地安排了600名工人的工作量。这样,费用由以前的每吨0.072美元降低到0.033美元,每年节省了8万美元的费用。
吉尔布雷斯-砌墙动作的分析
十九世纪末的建筑业,砌砖墙是施工的一个重要部分。吉尔布雷斯发现不同的施工者在不同的场合下动作各不相同,他认为其中一定存在一种最合理的施工方法,能使效率最高,施工人员的疲劳度也最低。例如:当时,砌墙时砖头摆放在地面上,施工人员必须一次次的弯腰选择砖头,选择比较良好的侧面。这样,不但施工人员容易疲劳,效率也不可能高。吉尔布雷斯通过一系列研究,改进了施工方法,在施工人员容易取放的高度上设置了一个摆放砖头的同时,另一只手拿着沾满混凝土的抹板,改以前的单手作业为双手作业。经过这样的改进后,施工速度是以前的三倍以上,施工人员的疲劳度也大降低。
IE意识
•增值与非增值 •成本与效率意识 •问题与改革意识 •工作简化和标准化意识 •全局和整体化意识 •以人为本的意识
•站在客户的立场上,有四种增值的工作 •使物料变形 •组装 •改变性能 •包装
物料从进厂到出厂只有不到10%的时间是增值的!
认识浪费
所有一切不增值的活动和所用资源超过界限的活动都是浪费。
常见的八大浪费:
•不良、修理的浪费 •加工的浪费 •动作的浪费 •搬运的浪费 •库存的浪费 •制造过多/过早的浪费 •等待的浪费 •产业废弃物浪费
1、不良、修理的浪费
内容:材料、设备、工时损失;不良品变成废品;追加检查的损失;有时需要降价处理产品,降低客户满意度
自我问答:为何发生?是否有防止发生的措施?
改善:自动化;防呆;按标准作业;第一次就做对
2、加工的浪费
内容:即过分加工的浪费
(1)多余的加工和过分精确的加工,例如实际加工精度过高造成资源浪费
(2)需要多余的作业时间和辅助设备,还要增加生产用电、气压、油等能源的浪费,增加了管理的工时。
自我问答:加工目的是什么?如何为适当?
改善:工程设计的适当化;作业内容的重新评估;治具的改善与自动化;标准作业的彻底执行
3、动作的浪费
内容:两手空闲、单手空闲、作业动作突然停止、作业动作过大、左右手交换、步行过多、转身的角度太大、移动中变换“状态”、不明技巧、升背动作、弯腰动作以及重复动作和不必要的动作等,这些动作的浪费造成了时间和体力上的不必要消耗。
自我问答:有没必要做?能否更省时省力?
改善:动作研究;动作原则的彻底实行;制定作业标准
4、搬运的浪费
内容:具体表现为放置、堆积、移动等动作浪费,由此而带来物品移动所需空间的浪费、时间的浪费和人力工具的占用等浪费。
自我问答:为何搬运?如何减少搬运?
改善:U字型设备的配置;流程作业;站立式作业;多能工活性指数提升
目前普遍认为搬运是必要的,不是浪费。因此,很多人对搬运浪费视而不见,更谈不上去消灭它。也有人利用传送带或机器搬运的方式来减少人工搬运,这种做法是花大钱来减少工人体力的消耗,实际上并没有排除搬运本身的浪费。
5、库存的浪费
内容:材料、零件、加工品的停滞,不单只有仓库,工序间的半成品也是。导致生产周期延长,交期延长,空间浪费,搬运、检查的增加,周转资金占用。
自我问答:为何会有库存?看板数是多少?
改善:库存的意识改革;一个流生产;看板的彻底执行;JIT
按照过去的管理理念,人们认为库存虽然是不好的东西,但却是必要的。精益生产的观点认为,库存是没有必要的,甚至认为库存是万恶之源。
6、制造过多(早)的浪费
内容:流程阻碍,不良的发生、库存,半成品的增加,材料、零件的滥用,资金周转率下降,计划柔软性的阻碍。
自我问答:为何要多做?停止机制?
改善:按需制造;按时制造;推动式生产改为拉动式生产
制造过多或过早,提前用掉了生产费用,不但没有好处,还隐藏了由于等待所带来的浪费,失去了持续改善的机会。
7、等待的浪费
内容:造成等待浪费的原因包括:生产线的品种切换;每天的工作量变动;时常因缺料而使机器闲置;上游工序延误导致下游工序闲置;机器设备时常发生故障;生产线不平衡;存在劳逸不均的现象;
自我问答:为何要等待?
改善:制品别生产(U字型);愚巧化;自动化;平准化生产;对浪费的认知
8、产业废弃物浪费
内容:指材料、抛弃物容器、捆包材料等的废弃处理;造成可用率不好、处理费用的支出、成本提高、作业工时增加
自我问答:如何产生?处理方法是?
改善:计划性的使用材料;无纸箱化;残材活用
来源:巨灵鸟 欢迎分享本文
上一个文章:电子电器行业PLM解决方案
下一个文章:优秀生产车间的10大管理原则