��������������ҵ�����䴦�ڷdz���Ҫ��λ�á���ҵ��ֵ���ձ����ڲ�Ʒ������ϣ�����������ҵ�н�����ͼֽת��Ϊ��Ʒ����Ҫ�������Ǿ�������Ч�����Ʒ��������Ҫ���ڣ���������Ҳ����ҵ��Ա������������֯����ˣ��ںܴ�̶��ϣ�����ǿ����ҵǿ������������ҵ�ǡ����й�����2025����Ҳ��ȷָ�������ƽ�����������ܻ������ص������Ե㽨�����ܹ���/���ֻ����䡣�����ֻ����佨���������������Ҫһ������������ҵʵʩ�����������ս������������ҵ���������������㡣
1 ���ֻ�����Ľ�������
����Ŀǰ������������ֻ����仹û�б��Ķ��壬�������Լ������⣬�����ֻ������������������
�������ֻ������ǻ��������豸��������ʩ��Ӳ����ʩ���Խ���������Ч��������Ӧ�г�ΪĿ�ģ��ڶԹ�����ơ�������֯�����̿��ƵȻ����Ż������Ļ����ϣ�ͨ�����ֻ������绯�����ܻ����ֶΣ��ڼ����������У����ˡ������ϡ������������������Դ���������̽�����ơ����������桢�Ż�����ӻ��ȹ���������Ϣ���ֻ�����������Ϊ��Ҫ��������������Դ�������豸��������ʩ�Լ��������̽��о�ϸ���������ݡ���Ч�ع�������ơ����ֻ����������ܳ���ĵ�һ����Ҳ�������������Ҫ������
������Ҫָ�����ǣ��˴��ġ����ֻ����䡱������ҵ�Ѿ���Ϥ�ͳ��õĻ���������С����ֻ������ں��������Dz����������ֻ����������ǽ����ֻ������绯Ҫ�ؼ���Ϊһ�岢���ں�����������ġ����ֻ�����������������¹���ҵ4.0�еġ�Smart�����ɣ������Ӧ�����й�����Ժ��������ֻ����绯������������ڶ���ʽ���Ӧ���������·����ἰ�����ֻ����䡱֮�����Բ��ø������ں���
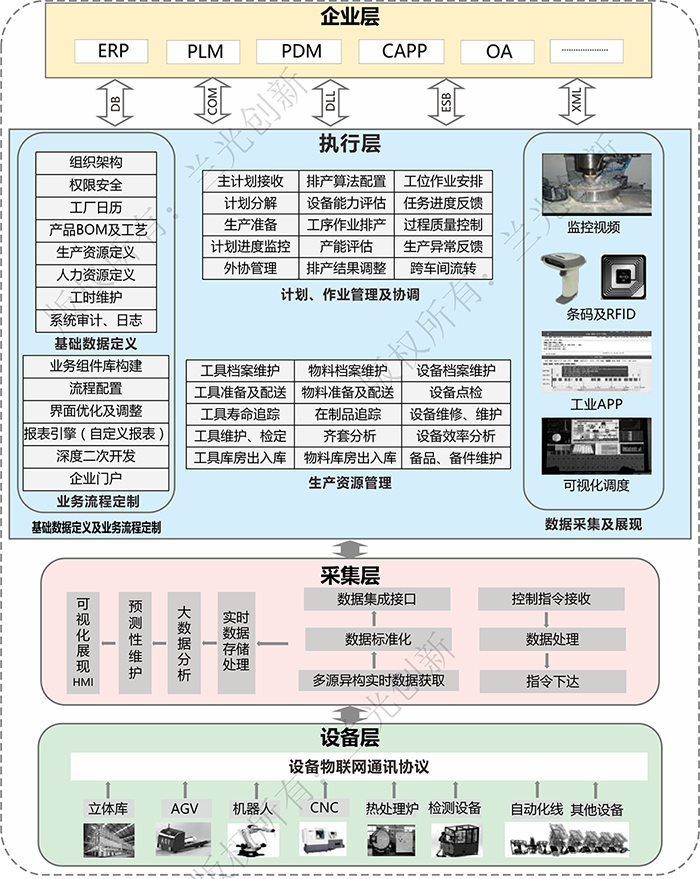
����ͼ1�����ֻ�������͵ļܹ�ͼ��
�����ܶ�����Ϊ�������ɹ����������ֻ��豸�ǽ�������ֻ������ǰ�ᡣ����һ���ܴ����⣺���ֻ��豸�����ֻ�����֮��ȷDZ�Ҫ������Ҳ�dz�����������㳵����ȫ�����ֻ��豸�����û��ʵ���豸�Ļ�����ͨ��û��ʵ���������̵����ֻ�����������û��ʵ������������������Ҳ���ܳ�֮Ϊ���ֻ����䡣�෴�����㳵������豸��ȫ�����ֻ��豸�������������Ƹ��족���豸��������Ϣ��ϵͳ����������ʵ�����ֻ������绯�����ܻ����������Ų�������֧�ַ����ȣ����������ƻ���������Դ�������������Ʒ��������������Ϣ��ϵͳ�н�����Ч�����������Ը���������Ҫ��������������Ҳ���������ֻ����䡣���磬�ڷ�װ�ӹ����Ͷ��ܼ�����ҵ������ͨ�����ֻ������绯����ʵ�ֳ�������ֻ�������
�����������ֻ����佨�裬���ǿ��Բο��¹���ҵ4.0�жԡ����ܹ������Ķ��壺�ص��о����ܻ�����ϵͳ�����̣��Լ����绯�ֲ�ʽ������ʩ��ʵ�֡�ǰ��䡰���ܻ�����ϵͳ�����̡���ָ���˰������ܻ��Ļ����������˵�������ʩ���⣬���������������̵����ɻ��ܿأ�վ����Ϣ���ĽǶȣ��������ɻ���MES����ִ��ϵͳ�������䣺���Լ�����ֲ�ʽ������ʩ��ʵ�֡�����ָ���������õ������豸����ʩ����������ȴ����豸�������ˡ�AGV�����������豸�ȸ������ֻ��豸�������л�����ͨ�����ɻ��Ĺ�����ʵ����Ϣ��ϵͳ������ϵͳ������ںϡ�Ŀǰ�ܶ���ҵʵʩ���豸��������������ͳ��DNC/MDC����)������Ҫ�ı�����ʽ��
�������п��Կ��������ֻ����佨�����������ߣ�һ�����Ի������ȴ����豸�������ˡ����������豸����ɵ��Զ����豸�������ʩ��ʵ���������̵ľ�ȷ��ִ�У��������ֻ�����������������ڶ���������MESΪ���ĵ����ɻ��ܿ�ϵͳ��ʵ�ֶԼƻ����ȡ���������������ִ�С������������豸�������������̸����ڼ�Ҫ�صľ�ϸ���ܿأ����ǵ��͵�����ϵͳ���������������ڻ�����ͨ���豸�����������ϣ�����֮��Ϊ�����������������ռ��MES����Ϣ��ϵͳ������������ռ���Զ����豸���������伶��CPSϵͳ��ʵ���������������������������á�����ںϡ�
�����������߽��㣬ʵ���������Զ����豸����Ϣ��ϵͳ֮�䰴���˵���Ը������������������������������Ӳһ���ϵͳ��CPS������ʵ�ָ�Ч�����ʡ���ɫ���ͳɱ�������ģʽ��������ҵ��������
2������˼��Ҫ�ᴩʼ��
�������˵�豸��MES��CPS�����������ǡ�ʵ�ߡ��Ļ������������������ֻ����佨���һ�������ߡ���Ҫ�ᴩ���ֻ������ʼ�ա�
����1�� ���������������������Ҫָ��˼��
�������������ǹ���ѧʷ����Ҫ��ʵ���ɹ�֮һ����̵�Ӱ����������ҵ������ȫ������ҵ��������������˼�����Ĺ���Ŀ�꣬��û��������������ķ�չ�����飬ǡǡ�෴������˼������ҵ��������������ϵ��������Ҫָ��˼��֮һ��
�����ڴˣ������ܽ����������ָ���������콨��ľ���˼��ԭ��
������ ��ע�ͻ���ֵ
������������ǿ�������������л��ڵ������������Ӧ���ÿͻ���ֵ������ȥ��������ǰ��Ҫ��ͨ�ͻ���ʵ����֮��Ľӿڣ�����ҵ�ڲ����Կͻ������������Լ��IJ�Ʒ��������ϵͳ��������ͻ��Ը��ʡ���Ч���ͳɱ���������ȵ�Ҫ�������豸�����dz��Ƚ���Ҳ��������һ���ɹ�������������Ŀ��
������ ʶ�������˷�
������ҵ��ʵʩ��������ϵͳ֮ǰ��Ӧ���������и����˷ѽ�����������ơ����������н����������硢��桢���ˡ��ȴ�������Ҫ����ҵ������Ҫ�Ķ����Լ�����Ʒ������������ʽ������Ϊ�ߴ��˷ѣ����ߴ��˷�����ҵ����Ч�ʲ��ߡ�ӯ����������ĸ�Դ����Ҫ���Ͻ��������������������Щ����û�������ֱ��ʵʩ�������죬�ܿ�������ϵͳ�ķ�ʽ���˷ѹ̻���������ɥʧ�˸��ƵĻ��ᣬ�������˲���Ҫ��Ͷ�롣
�������磬û�жԿ�������˷ѽ��и��ƣ���Ͷ�������������ȥ�������ܻ�������ֿ⣻û�жԶ����˷ѽ��и��ƣ������������˻��е��ȥ������Щ�������˷ѵĶ�������Щ������˺ܴ���˷ѡ�
������ ��ֵ�Ŀ�������
������������ǿ����ֵ���Ŀ��������������������ֹ������̻�����Ϣ�����Զ������Լ��ˡ������豸���ִ�����֮���ЧЭͬ��������������������д����ϵ���ڣ��ͻ������������Ų�����ȴ����˸����Ӷȡ�
������ϵͳ������ת�Ĺ����У������ܶ������ͣ�ͺ͵ȴ�����Ҫ���ˡ������豸���ִ�����֮����Э�����ơ���Ϣ���ݻ��ơ�������������ƣ���ͳһ��ϵͳ����ڽ�������뽨�衣
������ �߶���������Ӧ��
��������������������ָͨ�������л���SMED����ʵʩ����ƣ�ʵ�ֲ�����������ͬ�ͺš���ͬ���ã������Dz�ͬ�����Ʒʱ�����Ը�����Ҫ���п����л���
������СƷ�ֶ��������ͻ�����ǧ���Ľ��죬�������콨��Ҳ����Ҫ���Dz�����������Ӧ�Ե����⣬����Ϳ�����ɴ���Ͷ�ʵ��˷ѡ�
������ ���ƾ���ԭ��
�������������б���ҵ���Թ�����ᡢ��Ʒ����������ά�֡������ڽ������ƿ��ơ�������������ơ��仯�������ȫԱ������ά�֣�TPM��������֮�£�����һ��Ʒ��ά�ֵ����ԭ���뷽������Щԭ��ͷ���ͬ������ָ����������Ľ��衣
�������磬���¹���֮�䣬�豸�������֮�䶼��Ҫ����ȫ����Ʒ�ļӹ��������������������ƫ��ʱ��Ӧ���������Ա�����쳣���ѣ�����ֹͣ�����������������ϵͳȱ�������Ļ��ƣ��Զ����̶�Խ�ߣ���ʧ����Խ��
����2�� �������죬������������Чʹ���ֶ�
����������ʮ��ķ�չ�����������Ѿ���Ϊ����ҵ����Ҫָ��˼�롣�ڼ������ٽ����Ľ��죬���������ֿ��Ժܺõشٽ�����������������һ����չ��
������ͳ��������Ŀ�ӹ����кܶ����Ч���ֶκͷ���������5S���������ơ�����ҵ��Ʊ�����ӻ�����ȷ�������Щ��������ֱ�۵���ʾ�������������λ�����ǻ�̨�����ϵ���Ϣ������Ҫ�����ĸ���ԭ����Ҫ�����Ĺ۲������������������������仯ʱ��������������ܶ����ѡ�
�������������������ֻ������绯�����ܻ����¼��������ֶξͿ��Խ����ؽ����Щ���⡣���磺
����ʶ���˷��Ǿ�����Ƶ���Ҫ��ɲ��֣����˴�ͳ�ľ����ַ���ͨ���豸������ϵͳ�ɼ��豸�ڶ��ʡ�����ԭ��ȣ��ܹ�ȷ��ʶ����豸���õȷ�����˷ѣ�ͨ��MESϵͳ�����ϡ����ߵȽ��о��滯���������������Եؼ��ٿ����˷ѣ�ͨ��APS���Ų��Ż������ƻ������Լ�����Ա���豸�ȴ����˷ѵȵȡ�
����ʵ���������������⻯�����Ǹ����ϸ��ƵĹ��̣�������ɢ���쳵�䣬�����豸�����ϰ�̨��������ǧ�������α�֤��Щ�����ڲ�ͬ�豸�������ľ��⻯�������������ֻ���˵ľ������ʵ������������ʽ������������豸æ�в�������ɹ���ĵȴ���ͣ�͡�ͨ��APS���Ų��Լ���������Эͬ��������Ϣ���ֶΣ��Ϳ�����Ч�����Щ���⣬������ʵ�ֲ�Ʒ�������������������ľ��⻯��
����Ʒ�ʸ��Ƶ�Ŀ����ȷ�������ƷƷ��һ�¡������������������ֱ仯�������豸���ϡ��ȴ����¶ȡ�����ĥ��ȣ������ܵ��²�Ʒ�������ȶ���ͨ���豸״̬�����ղ���������ĥ��ȵ�ʵʱ��أ��Ϳ��Կ��ٷ������⣬��֤�������̵��ܿأ���Ч��������ƷƷ�ʡ�
������Ϊ��Ҫ��ʹ���ֶΣ��������첻�����������ھ�����������أ������Դٽ����������Ľ�һ����չ��
��������(Kanban)�Ǿ��������д����ź�����������Ĺ��ߣ��ִ��Ϳ���������������֡���ͳ�Ŀ������Կ�Ƭ��ֽ�ŵ���ʽ���ڣ�ͨ�����ֶ���ʽ������д������������������У���Щ���ݿ���ͨ��MES����Ϣ��ϵͳ�ڵ����������ֻ��ն���ʵʱ��ʾ�����и�ǿ��ʵʱ�����Զ��ԡ�
����֪ʶ�ڽ������Ҳ�Ǿ��������е���Ҫ����ھ����������õ���ҵ�����dz����Ӷ�֪ʶ�Ĺ����봫�С���ǰ��Ҫ�ǿ�ʦ���Դ����̡�����ҵ�ļ��������ƶȵȴ�ͳ��ʽ������ѧϰʱ�䳤���ɸ����Բ��ȱ�㡣ͨ�����ֻ������绯�����ܻ������������¼��������ֶΣ����Խ�֪ʶ������������ϵͳ�У�����֪ʶ���Ի�����֪ʶ�ij��������С��ھ�ʹ�ö�������Ҫ�Ĵٽ����á�
����Ŀǰ����������֪�ľ�����������������ʵ���ֶ��ܽ��������Ͱ�ʮ������������Ե�ʱ������������ʵ�ϣ������������ȥ�о�����ķ����������ͻᷢ����ʵ�ַ�ʽ�Ѿ������˾�ĸı䣬�������Զ��������ֻ������绯�����ܻ��Ⱥܶ����¼����ɹ�����ˣ������������������ֶ�ҲӦ��������������ķ�չ����չ��
����3�� ��;ͬ�飬�������ܹ�����ҵ���Է�չ
������Ȼ����������������������������ĸ�����ص�Ҳ������ͬ������������Ҫ��ǿ�������������еĹ���������ʵ�ַ�����������������ؼ���ʵ�֣����������ศ��ɵĹ�ϵ��
�����������������������������еĺܶ�������������֡����ġ���������������ҵ�ȣ���ʵʩ��������Ļ����������л��������˷ѡ����ӻ����������⻯������ʱ�����������������������Ҳ����������Ҫʵ�ֵĹ���Ŀ�ꡣͬ�������������е��豸������ͨ�����Ų�������Эͬ����Դ���滯�ܿء��������̹ܿء������ݷ��������ӻ���Ԥ����ά���ȷ������ֶΣ��������ڴٽ����������������������
������ʵ�ֵ�Ŀ�����������������뾫������Ҳ����;ͬ�飬ʵ�����ݡ���Ч�����ʡ��ͳɱ������������ģʽ�����ߵĹ�ͬĿ�ꡣ
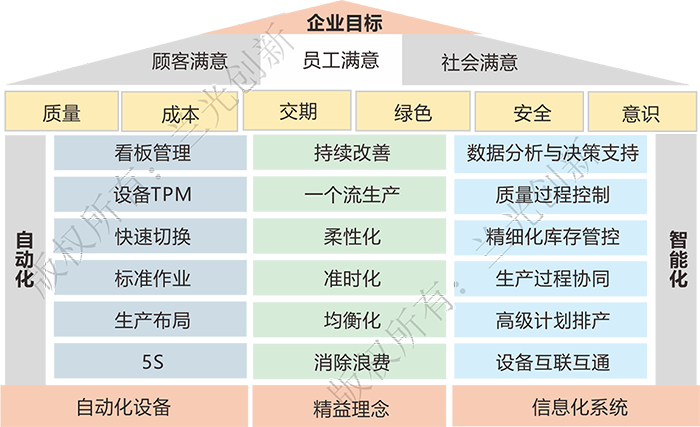
����Ϊ���־���˼������������֮���ศ��ɡ���;ͬ��Ĺ�ϵ�����ߴ�����������ӽ������һ���������챳���µľ����ݣ����ͼ2��
�����þ��������Զ����豸����Ϣ��ϵͳΪ�������Ծ���˼��Ϊ���ߣ����ԃP�������ܻ��������ֻ������绯��Ϊ��ʱ����֧��������5S���������֡�����ҵ���豸TPM�ȴ�ͳ����������豸������ͨ�����ƻ��Ų��������ݷ��������ֻ������绯�����ܻ��ֶε�֧���£�ʵ���Զ��������ܻ������滯���ߵ�����ںϣ���ͨ�����ܻ��ֶθ��õشٽ��������̵ľ��⻯�����Ի���ʱ���Լ�ʵ�������˷�������Ľ����Ӷ�ȷ����ҵ���������ɱ������ڣ�����һ���ͻ����⡢Ա�����⡢������⡢���������뾺���������ܻ������滯��ҵ��
����
3. ���ֻ�����ʵʩ����
�������ֻ����佨����һ��ӵ�ϵͳ���̣����ֻ����佨�����ѭ����ʵʩ���ԡ�
����1�� ͳ��滮������ս��
�����������첻����ҵ��Ŀ�ģ���ҵ����Ŀ����ͨ����������ʵ�ֽ���������Ч��������ҵ�����������ֻ����佨��ҲҪΪ���Ŀ�ķ��������Ϸ�������ҵ��Ӫս�ԡ�
������ҵҪ�������ʵ�������������ҵս�Խ��������������ơ����磬Ҫ����ҵ������ҵ����ҵ��ģ����Ʒ�ص㡢ӯ����������ҵ��λ����չ�����Լ���ҵ�����������������⡢ʵʩĿ��ȣ���������������ۺϿ��ǣ���Щ��ͬ�����ؾ�������ҵ��ͬ��ʵʩ�������췽����·����
�������ֻ����佨�費������һϵ���¼�������ϵͳ�ĵ���Ӧ�ã����漰�����Զ���ϵͳ�����漰���ֻ������绯����Ϣ��ϵͳ����Ҫ���Ǽƻ����ȡ��������ա��������͡�������������ȫ�����ȸ������أ���һ��Ӱ�쵽����������棬�����ǿ���Ӱ�쵽��ҵ������ۺ��Թ��̣�һ��Ҫ��ȫ�ֵĸ�����ϵͳ��˼ά��
�����������캽�մ�ѧ��ǿ������һ���������������조����Ҫ���ۡ���������Ҫ�����Ĺ��ջ����ϸ��Զ�������Ҫ�����Ĺ��������ϸ���Ϣ������Ҫ�ڲ��߱����ֻ����绯����ʱ�����ܻ�������ǿ����ǿ��������������滮�뽨��ʱ��ҲҪע����Ż��������Ż��ȷ��湤����������ֻ�����Զ�������Ϣ�������ܻ���
������ҵ�ڽ������ֻ����佨��֮ǰ��һ��Ҫ�쵼���沢������ע������ҵս��Ŀ��ָ���½���ϵͳ�滮����������ҵ���ڵ����⡢����Ŀ�ꡢ���˼·��ʵʩ���裬������ҵ������Դ��ͨ��������������Ϣ�����Ż�ȵ�һ���Ź¾���ս��ͨ�������Ż�����֯�Ż��������Ż��������Ż��ȹ�����Ϊ���ֻ����佨���ṩ��ʵ������
����2���۽�ʹ�㣬��ʵ�ƽ�
�������ڽ���������Ч��������Ӧ�г���Ŀ�ģ��ӳ�����ڵ�ʵ��ʹ�����������һ���ܽ��ʵ����������ֻ�����ܿ�ϵͳ���ڹ��ա��豸�������Լ���Ϣ�������绯�����ܻ��ȸ����������ص�ؽ����Ż����ھ�DZ�������̶ȵ�������ҵ����Ч�ʼ�����ˮƽ��
��������Ҫ�۽�ʹ�㡣����ʹ����ȷҪ�������Ҫ���⣬���磬������Ч�ʲ��ߣ��Dz�Ʒ�������ȶ��������������̲����ȣ���������Ϊ�����ƶ���Ӧ�Ľ��������
������Σ�����Ҫ�ֲ�ʵʩ����ʵ�ƽ������ֻ����佨���кܶ�Σ���ʵʩ˳��ȡ���ڴ������⡢�����ص㡢��ҵ�������ʽ�Ͷ��ȶ������أ��м�̰��̰ȫ���ɴӻ��������׳ɹ��ĵط����֡����磬���豸������ͨ������Ϊ�豸ͨѶ�����ݲɼ���Щ���ݶ��ǿ����أ���̫�漰��Ա���������������أ�ʵʩ�Ŀɿ���ǿ���ɹ��ʸߡ���Ŀ�ɹ���Ҷ���Ϣ�����������������ͻ����ӣ��ͻ�����Ҫ�����ĸĽ��빦����չ����ʱ������ǰ��ɹ�ʵʩ�Ļ����ϣ����ƽ���MES���漰��Ա����������Ϣ��ϵͳ��������Щϵͳ��Ҫ���ֱ����Ա����ϰ��������������ģʽ�����۳ɷֽϴ������ᴥ��һЩ�˵����棬ʵʩ���Ѷ���Խϴɷ����豸������ͨ�Ȳ���֮����Ҳ��һ�ֽ�Ϊ��ʵ����������Ȼ�������á��ƽ����ȴ����ҵ��Ҳ�ɲ�ȡͬ��ʵʩ�ķ�ʽ��
����3������Ϊ��������ȡʤ
������ǰ�����������������첻�ǡ��������ˡ��Ĺ��̣��������Զ��������ֻ������绯�����ܻ���������¼����ֶΣ���������ʵ�ָ���Ч�������ʡ�����ɫ�����ͳɱ����������������������ʱ�����˱�ø�����Ҫ���������෴�������ǻ����˵��豸������MES����Ϣ��ϵͳ����Ҫ���ڰ����ˡ�����������������㣬�����Ǽ�����ˡ������ˡ����⣬���۶�ô�Ƚ���ϵͳ����������˵Ļ����Ե���������ϵͳ�Ͳ��ܷ�������ֵ����������Ͳ�����ȡ�óɹ���
���������ֻ����佨���У�Ҫ����Ϊ�����Ը��õط����˵ļ�ֵΪ���������㡣���⣬��Ҫ�����ʶ�����ֻ����佨���������Ӧ�ö���ͬ������PLM��ϵͳ�û������϶�������ļ�����Ա�����ֻ��������Ҫ�û��������ڶࡢ�Ļ�ˮƽƫ�ͣ���������ƫ��ij��乤�ˣ�Ҫ��ֿ���ϵͳ�������ԡ�����ԡ���ȫ�ԡ������Ե��ص㣬�Ծ�������Ϊָ��˼�룬��ʹ����Ϊ���ģ��������Ż��������Ż��Ȼ����ϣ����Զ��������ֻ������绯�����ܻ�Ϊ�ֶΣ����Խ���������ЧΪĿ�꣬�Թ����Ż�Ϊͻ�ƿڣ�ͨ�����ֻ�����Ľ���ʵ�־��滯�����ܻ�����Ч��������ģʽ��Ϊ��ҵ���ܻ�ת�������ڳ������춨��ʵ�Ļ�����
����4��Ч�����������Ϊ��
���������ֻ����佨���У���Ҫ������������������һ�����Ƚ��ԡ�ǰհ�ԣ���Ҫ������ʵ���ԭ��Ҫ��ȡ����CIMS�ľ������ѵ����Ҫ�������뻯����Ҫ����ǿ���Ը�֪���Ծ��ߡ���ִ�С�����֯����ѧϰ����ν�ߴ��ϼ�������ҵ�����о�������Ӧ���Դ���Ч��Ϊ����Ŀ�ġ�
�������ݡ�����ԭ�����80�������⣬ͨ��ֻ��ķ�20���ijɱ�����ʣ�µ�20��ȴ��Ҫ�߰��ijɱ�����ǰ����Ʒ���»������������ܶ��궼���ظ�����ͬһ���Ʒ���������г��仯���٣�Ϊ����Ӧ����������г��仯���Ի������������ϵͳ�ܿ��ܹ��������Ҫ���º͵�����ϵͳ���㵱ǰ������һ����ǰհ�Լ��ɣ���Ҫ���ָ��ӡ���Ҫ����ǿ���Ƚ��ԣ������ص�Ͷ�ʻ����ҵ�����ܴ�ľ��ø�����
4. ���ֻ�����ʵʩЧ��
����ͨ���ɹ�ʵʩ���ֻ�����ϵͳ����ҵ�ڳ���������潫�����ʵ�������Ϊ��ҵ���ܻ�ת�������춨���õĻ�����
����1) �豸�����������豸����������
����ͨ���豸�Ļ�����ͨ������������ػ������ȴ����豸�������˵����ֻ��豸ʵ�ֳ�������ͨѶ������Զ�̲ɼ��������й����������ݷ��������ӻ�չ�֡����ܻ�����֧�֣����豸����ǰ�ĵ�������ģʽ������Ϊ���ֻ������绯�����ܻ��Ĺ���ģʽ��
����2) Эͬ���������豸��Ч����ת
����ͨ��ϵͳ�еļƻ����Ų����ɹ������ϡ����������ߵ�ģ�飬����Ϣ��ϵͳΪ�ֶΣ�ʵ�ָ�����Ϣ�Ĺ�����Эͬ������������澫���ƻ������滯���������ӻ�չ�֡���ϸ������������ǰ��������ת��Ϊ���е�Эͬ����ģʽ��ʵ�֡�һ������������������ת�Ƶ��豸ǰ���ӹ�����ȼ����ĵ�����װ�оߵ�������Դ�Ѿ�ȫ�����������������豸�ĸ��ֵȴ�ʱ�䣬�����������豸����Ч�ʣ����������ɱ�����߿ͻ�����ȡ�
����3) ��ʵ�ںϣ���������������ֵ
�����ı䴫ͳ������ģʽ����������������������������ںϣ���ʵ��ӳ�䡢��ٽ����������λ�����豸������������Ϣ��ϵͳ����������������Ϊ�������Ը�Ч��������Ϊ���ģ��ˡ������ϡ������������������ںϣ��������ֻ������绯�����ܻ��Ĺ���ϵͳ��ʹ�����������������ü���˵���壬���öԡ���ʵ�����������̵ġ�Smart���������ݡ���Ч�����ʡ��ͳɱ�����ɫ��Эͬ�����ɻ����������ģʽ��
����4) �������죬����������Ч�DZ��
����ͨ�����ֻ����佨�裬�Գ������ȫ��Ŀ�ѧ�ܿأ��������������ƻ���ѧ�ԡ���������Эͬ�ԡ������豸����Ϣ��ϵͳ������ں϶ȣ����ڴ����ݷ��������֧�ֵĻ����Ͻ��������������������ɶ���ҵ����Ч�ʡ���Ʒ�����������ɱ��ȷ��������Ը��ơ�
�������������ֻ�����ϵͳʵʩ���ͳ�ƽ����
������������Ϣ�����15-60%
���������������10-30%
�������ƻ��������25-70%
��������������20-70%
���������������10-25%
������������������15-60%
�������������ڽ���15-40%
��������Э���ý���5-15%
�������������ɱ�����15-40%
���������������¹ʵijɱ�����20-60%
���������������ɱ�����15-25%
�����������ƻ��ɱ�����10-30%
��������Ʒʱ���������15-40%
5.���ֻ�����ϵͳѡ��ԭ��
����Ŀǰ�г��Ϻų��������ֻ������MESϵͳ�Ĺ�˾�кܶ࣬��ݬ���롣��ҵ��ϵͳѡ��ʱӦ�����¼���������п��ǣ�
����1�������ԡ��ܶ�ϵͳֻ��ͣ�����������ⷿ�������Ȳ���ģ���ϣ����ܹ��Գ������ȫ��λ�Ĺ���������ϵͳ���ܳ�֮Ϊ���������ϵ����ֻ������MESϵͳ��
����2���Ƚ��ԡ�������ҵ��Ҫ����һ����������Ƚ���ϵͳ�����Ų��������Զ��ɼ���Эͬ����ȶ������ֻ�����ĺ��Ĺ��ܣ����кܴ�ļ����Ѷȣ���ֻ������ͻ����Щ����ƿ��������֧������������ķ�չ��Ҫ���������̶ȵط��ӳ��������DZ�ܣ���������������̨�˵ĵ��ӻ����Ŀ��������
����3�������ԡ�ϵͳӦ��������ҵ�ɹ������ij����Ʒ�����������õ�����Ժ���չ�ԡ������ƽ̨����Ʒ�����ڸ�����ҵʵ��������п��ٶ��ƿ�����ϵͳ���𣬼�����ҵ��ʵʩ���ա�
����4��רҵ�ԡ����ֻ�����ϵͳ���зdz����Ե���ҵ���������˷�Ϊ���̡���ɢ��������֮�⣬������ͬΪ��ɢ��ҵ��Ҳ�ֻ�е�ӹ���������װ����װ�ӹ��Ⱥܶ����͵���ҵ���û�Ҫ�����Լ�����ҵ�ص㡢����������ѡ��רҵ��ϵͳ�����磬�е�ϵͳ������̫��������ܳɹ���������û����������ҵ��������е�ӹ���û��������Զ�Ʒ�֡�С�����ľ�������ҵ������ϵͳ�ͺ��ѳɹ���
����5�������Ŷӡ����ֻ�����ϵͳ��Ҫרҵ�Ŷӽ��ж��ο�����ʵʩ����Ҫ�ܵ�����ʱ��רҵ�ķ���������ҵ��Ҫ�Թ�Ӧ�̽��й�˾ʵ�����������������Ϳͻ��ȶ��Ŀ��죬ȷ����Ŀ�ijɹ��ʼ������ɳ����Եķ���
����6��ѡ����Ա���Ҫ��������ò��á�ITΪ�������û�Ϊ���塱�ķ�ʽ��IT������֯���������еȻ������IT����������аѹأ�����ͨ����������ʹ�ò�����ӹ����ϡ�ʹ�÷����Եȷ������ȷ�ϣ����ϣ���ͬ���ѡ������������Ȼ��IT������ϸѡ������������ʹ�ò��Ÿо������ã���Ը�����ʹ�ã�������ϵͳ�������Ǽܹ��ٺã��������ٺã����ջ��DZ��ⲻ��ʧ�ܵĽ�֡�
����7�������ԡ�ϵͳʹ�ý����Ѻã���������ѧ���ã�ȷ�����乤�������ա�
����8���Լ۱ȸߡ�������ʹ��Ҫ��ǰ���£���Ҫ�����۸����������ʵ�ã�������ҵ���óɱ���
������֮�����ֻ����佨��Ҫ��ʵ������Ϊǣ�����Ծ���Ч��Ϊ�������Գɹ����Ϊ�������Ƚ��豸�Ļ����ϣ��ڹ�����������DZ������ַ����˵����ã��������ֻ������绯���ʶ����ܵ�����ģʽ����ʵ�������Եġ�����������Ч����������������Ϊ������ѭ������Ч��������ҵ�ľ�����������ͨ������ʱ�䣬�ܽ��豸���������һ��������Ʒ�ϸ�������һ�����Σ��ͼ��п��ܡ�ȷ����ҵ��δ����������DZȽ���ʵ�����ֻ����佨��ԭ��