 |
4000156919 |
|
4000156919 |
��Դ��������ERP ���ߣ����������� ������2019/12/12 ���������2189
��ҵ�Ƽ����ʹ���ָ����
���ʳɱ�����������ҵ����Ҫ�ɱ�֮һ������ҵ�Ĺ����ߺ������߶���Ϊ��ע�Ĵ����⡣��ͬ����ҵ���ڹ��ʳɱ��Ŀ����в�ͬ������������û���˻ỳ�����Ƽ����ܸ���ҵ����Ī��ĺô���Ȼ�����ò���ȴҲ�����ҵ�����鷳���������ʧ��
�е���ҵʵ���˼Ƽ����ʣ�ȴ���ֹ��ʶ�����࣬��Ч�ʲ�û����߶��٣��е���ҵ����ʱ��ʱ��ƽ�˾���һ�㡰�Ƽ�������Թ�ԣ��е���ҵ����û�м���Ա���Ļ����ԣ�Ա���Ƿ������������ҵ�ٶȡ����е���ҵƷ������ͻȻ���࣬���ٵIJ�Ʒ����ȥ���ȵȡ���ʹ��һЩ��ҵ���ܲ����εķ����Ƽ����ʣ����߾��á��Ƽ��������硰��ʱ���á�
����������
�ͳ�����ҵ�ļƼ����������⣬����û��������Ӧ������������������ҽ���һ�£���ν��мƼ����ʹ�����
ʵʩ�Ƽ����ʣ�����ҵ��һ�����£�����˵��һ��̣�Ҫ��ѭ�ϸ�Ĺ�������ȥ���У�������������ȥ�����ܶ����϶�������⣬Ҫר�ˡ�ר�ר��ȥ��������������ܷ��ض����ӣ����վ���һ�ֽ��Թ�������������¾ͼ���Ч��Ȼ��һ�����ݣ�����Ͷ��ʵ����̫��Ҫ�ˡ�
һ�������Ƽ�����ϵͳ�Ĺ�������
�����Ƽ�����ϵͳ��Ӧ�������µij�����У�
1�� �����Ƽ����ʹ����쵼С��
2�� С�鶯Ա�ἰС���Ա�ֹ�
3�� ������Ʒ����
4�� ��Ʒ����
5�� ȷ��������Ʒ
6�� ȷ������Ʒ���۷������
7�� ȷ�������乤�۷������
8�� �Ƽ�����
9�� �����ʷ���
10���ƶ��Ƽ����ʳ���
11���� ��
12��������
13���� ��
14���ƶ����Ƽ������ֲᡷ
������ҵ�Ƽ������쵼С��Ĺ���Ҫ��
������ҵ�ļƼ������쵼С�飬�ǹ����ĵ�һ����С���ǹ���˳����ɵ���֯��֤��С�����ԱӦ��������Ƽ�������صĸ������š�
1����Ա�ṹ
���ʣ��ܾ���
�ܾ����Ľ��룬�����˹�������Ҫ�ԣ�Ҳͬʱ������С�����ߵ�Ȩ����
�ܼࣺ��������
����Ľ��룬����Э���������רҵ���⡣
�鳤��������������
���������ǼƼ��������õĹ��̣��������ŵ�Ȼ��ӵ�з���Ȩ��
���鳤��������Դ�������ˡ�������������
���յĽ����������Դ���䷢ʵʩ�����������˽��������գ����ڹ�ʱ���趨���������ȷ�������
��Ա�������为����
רְ��Ա��2��
����ѯʦ����ҵ����ʱ����Ҫ����ѯʦ����ָ����ʦ���Ա㹤�����еĸ��ӹ淶��רҵ��
2�������
����С�����ᴩ�����������̣����ڹ����Ŀ�չ������Ҫ�����á�
(1) ������Ա��
�齨С�飬��������塢����Ҫ����Ҫ��
(2) ����ָ����ѵ
���м���ָ�������ⷽ���������������Ҳ������ѯʦ������
(3) ������ͷ��
ÿ��һ��Լ10���ӣ��������칤����
(4) ��������
��ʱ��������г��ֵĸ������⡣
(5) �����ܽ��
��ÿһ�Ρ����ڵĹ��������ܽᡣ
3�������
ʵ���鳤�����ƣ�С�����Ӧע������ԭ��
(1) ȷ������ְ��
(2) ������ȷ�ֹ���
(3) ��ʱ��ɹ�������
4����Ա��ѵ
��С����Ա���й�������ѵ��ʮ�ֱ�Ҫ�ģ���Щ��ѵ��Ҫ������
(1) ����������Ҫ��
(2) �Ƽ����ʽ����ķ�����
(3) ��ʱ���Լ��ɡ�
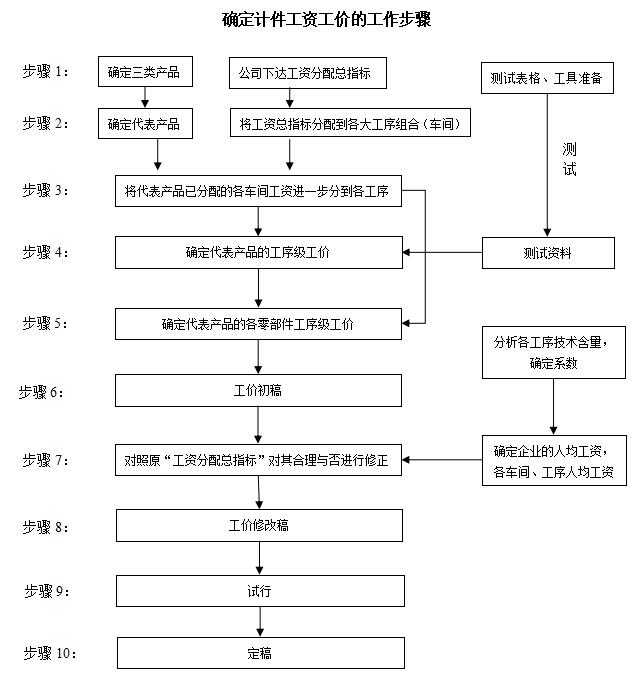
�����Ƽ����ʹ���ȷ���Ĺ�������
(1) �г���ҵ���в�Ʒ�Ĺ������̼�����
(2) ���������ֲ�Ʒ��ָ�����ܹ��ۡ��ܹ���ռ��Ʒ�۸������6%��10%֮�䡣
(3) �Բ�Ʒ���з��࣬��ҵ�IJ�Ʒһ��ܶ࣬������ͬʱ���У�Ӧ���ݲ�Ʒ��������С��ȷ������˳�������������ֲ�Ʒ���мƼ������趨��
l ������Ʒ����һ����ռ�ܲ�����60%���ϣ�
l ������Ʒ���ڶ�����ռ�ܲ�����30%���£�
l ����Ʒ����������ռ�ܲ�����10%���¡�
(4) �����Ʋ�Ʒ���кϲ���ÿһ���ҳ�1��2��������Ʒ�������о�������Ʒ���ۣ�������Ʒ����ȷ�����ա�������Ʒ�����������Ʋ�Ʒ���ж��ۡ�
(5) ��Ʒ�Ķ��۷���
1���Բ�Ʒ��ÿһ��������й�ʱ���ԣ�ͳ�����й�ʱ��
2�������˸�����ʱ������£����ݹ�ʱ�����ʱ�������������������Ĺ�����ϵĹ��۱�����Ҳ���dz��伶���ۡ�
3���ڳ��伶���ۻ����ϣ��ֽ����С��Ĺ��ۡ�
4����С�鹤�۵Ļ����ϣ��ֽ��������Ĺ��ۡ�
5�������۽��ж��β��ԣ����պ������ܹ��ۡ�
6�����ƹ����ܱ����������ֲᡷ���ij��壬���۱���������
l һ�����۱����������Ʒ�����ۡ�
l �������۱����������Ʒ�����ۡ�
l �������۱����������㲿�������ۡ�
7������
����ȷ��֮��Ӧ����ѡ�ֳ������������С�
8����
�����еĻ����ϣ���������������Ϣ���й��۵�����
9��ִ��
��ȫ��ҵ��Χ�ڽ���ȫ������С�
�ġ�����ʱ��ȷ��
Ҫȷ��ȷ���Ƽ����ۣ����ڱ���ҵ��ʱ��ȷ����������Ҫ�ģ�ֻ������ȷ����ʵ�мƼ��ĸ�����ı���ʱ���ſ����趨ȷ�ļƼ����ʡ�
��ʱ��������ġ�����ʱ�䳤�̵Ķ�����λ����ʱ���Ĵ�С�Լ����ܵĴ�С�������ù�ʱ����ʽ��ӳ������
��ν����ʱ��ָ���������������������£����䡢�������˴��¹�����ʱ�䡣����˵��ijij����Ͷ����6����ʱ������ָ�ó���ʹ�����е������豸�������г��أ�ȫ����Ա����6��Сʱ����
��ͬ�IJ��š�����������ͬ������ʱ����������ζ���Ͷ�������ͬ�����磺A�����20����ʱ�����Ͷ������ܻ��B����80����ʱ�����Ͷ���������ΪA�������ԱҲ����Щ���豸�Ƚ���
1������ƶ���ʱ����
����ʱ��������һ���������Ͷ������Թ�ʱ�Ķ��ٿ��Է�ӳ�ڵ�λʱ�����������Ķ��١����⡰��ʱ��Ӧ�������Ƕȿ��ǣ�һ����������ʱ����һ������ʵ�ʹ�ʱ��
����ʱ��ָ����һ�����������̶ȵ���ҵԱ�����ڼȶ����������������£�ʹ�����е��豸�����չ淶����ҵ�����붯��Ҫ����ɵ�λ���������õ�ʱ�䡣���磺ij��ҵ��װ��������λ��ʱ��Ϊһ����Ʒ������Ҫ��Ա��ÿСʱ���10����Ʒ�İ�װ����ijλԱ����װ��80����Ʒ����ô��λԱ������ɱ���ʱ�������������Ա�������õ�����Ļ������ʡ����ijλԱ��һ���װ��90����Ʒ�����Ա���ͳ�������˱���ʱ��1������λ��ʱ������������������Ҫ����ȡһ������λ��ʱ���Ĺ��ʣ����ڳ������һ�����涨�ı���ʱ���������Ա������Ӧ��ȡ���䳬��ֵĹ��ʡ�
���ǣ�������൱һ����Ա��һ��ʵ�����������������ʱ30%���ϡ����˵����ҵ�ƶ��ġ���λ��ʱ��������������λ��ʱ����ҵ��ƫ�ͣ�Ҫ��һ��������������λ��ʱ��������������������λ��ʱ���ı�Ӧ���ǣ�����Ա����������ƽ����������ڱ���ʱ��Ҫ��ķ�Χ����5%֮�ڸ�����
������ɲ��˹�������ģ�Ҳ����һ����Ϊ�DZ������ˣ�Ҫ�Ը����������ȥ�����ۺ����������ҵ�ԭ����ԸĽ���һζ�Ľ��ͱ���ֻ�����������˵�������Ϊ����Щԭ�������
��Ա������ʱ��̣���λ���ܲ���������
��Ա������̬�Ȳ�����������������������
�������ֳ��IJ��ֲ�������
�����Ź��������⣬��5S��������չ�ò��ã�
��������Աȱ���ල���ã�
��û���ƶ���Ӧ�Ľ��ڷ��������ƶȣ�
���豸���⣻
�����Ϲ�Ӧ���⣻
����Դ��Ӧ, �ȡ�
���������������Ͳ�������ɱ���ʱ����������
ȷ���˹�ʱ����Ҫ�����ƶ���ʱ����������ˮƽ���ߣ�������ҵ������������ҵ����Ч�棬�������ֿ��𣻹�ʱ���۹��ͣ����������Դ��ʧ��Ա���������ۣ����鲻�ȡ�
��ҵ���ص㲻ͬ����ʱ���۵ĸߵ�������ͬ���Ͷ��ܼ��͵���ҵ��ÿ����Ʒ����Ҫ���������˵��Ͷ���������������Ҫ�������Ͷ�������ҵ��Ա������Ҫ�ߣ����ʳɱ�ռ��Ʒ�ܳɱ������ϴ�����ʱ�����ƶ��ľ�Ӧ�õ�һЩ�������ʱ���۸ߣ��ɱ��ͻ���������ҵ�ͻή��Ч�档
�������ŵIJ�ͬ�������ص㲻ͬ���乤�������׳̶ȡ�ƣ�ͳ̶ȡ���������Ҳ��ͬ���ƶ���ʱ����ʱ������϶�IJ��ţ���λʱ��ӹ���Ʒ�٣���ʱ���۾�Ӧ��һЩ�����սϼIJ��ţ�����Ч�ʽϸߣ���ʱ���۾�Ӧ�õ�һЩ����ͬ���Ź�����Ա��ƣ�ͳ̶Ȳ�ͬ��ʱ����ҲӦ��ͬ�����������ϴ�IJ��ţ���ʱ����Ӧ��һЩ�����������Ľ��٣�Ա������ƣ�ͳ̶Ƚϵ͵IJ��ţ���ʱ����Ӧ�õ�һЩ����ҵ�������ӵIJ��ţ���ʱ���۾�Ӧ���ߣ���ҵ���������õIJ��ţ���ʱ����Ӧ���͡�
ͬһ��������Ա�����ֵIJ�ͬ����ʱ����ҲӦ��ͬ���е����ֹ���ҵ���еIJ���һ������豸���еIJ����Ͼ��ܵĻ����豸�������ͬ�Ĺ��������������Ͷ�Ҳ�Ͳ�ͬ���趨����λ��ʱ������ʱҲӦ���迼�ǡ�
����������֮��Ĺ�����ν��бȽ��أ����Ҫ�õ�����ϵ���ĸ��
����ϵ����������һ�ֺ��壺����һ��ѧУ��ͬ�������ѧ����һ��������������90�֣�һ������ѧ������40�֣���αȽ�������ѧ��ѧϰ�ɼ��ĺû��أ����Ҫ�õ�һ��ϵ���������ɼ�����ѧ�ɼ�֮��û�пɱ��ԣ����������ϵ�������߾Ϳɱ��ˡ�����ϵ����K=2.1����ô����ѧ�ɼ���40�־��൱�������ɼ���2.1�w40=84�֡�����ϵ���������ָ��
����ϵ��ʹ������֮��Ĺ������˿ɱ��ԣ�Ϊ�Ƽ����ʵ�ȷ���ṩ�˻�������ϵ����ȷ��Ҫ�����������أ�
������������
���Ͷ�����ֵ��
���������׳̶ȣ�
����ҵ�ص㣻
��Σ���ԣ�
����Ⱦ�ԣ�
��������
��������
������ʱ�䳤�̣�
�������Ĺ���״����
����Ʒ����
����ҵ����
2����ʱ�����ƶ��ij���
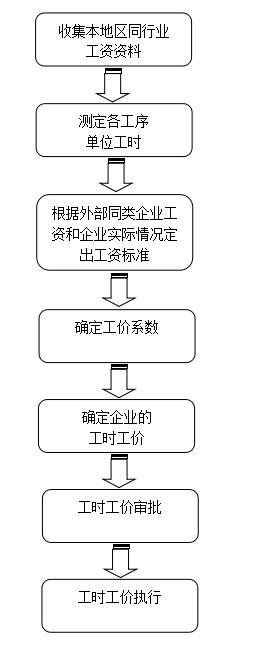
��1���ռ�������ͬ��ҵ�Ĺ��ʺ�ʱ����������Ϊ��ҵ�ƶ���ʱ���۵IJο����ݡ�
��2����֯ר�˲ⶨ���������и�����ġ���λ��ʱ����
��3�������ⲿͬ��ҵ�Ĺ��ʺ�ʱ�������ϣ������ҵʵ�ʼ�������������ݲ�ͬ�IJ��š���ͬ����ͬ��λ���ص㣬ȷ��������Ĺ���ϵ����
��4��������ҵ�����ʣ��ƶ���ͬ���š���ͬ����ͬ������λ�Ĺ�ʱ���ۡ�
��5��������ʱ���۷����ϱ���˾�쵼������
��6����ʱ���۷�������ʵִ�У���ִ���з�������Ҫ��ʱ���������ơ�
3���ƶ���ʱ���۵�ԭ��
��1��ȷ��85%���ϵ�Ա������Ŭ������ȡ�����ʣ�����5%��Ա�����������ʣ�10%�����˾���Ŭ��Ҳ�ò��������ʡ�
��2�����ڼ������Ա�������Ļ����ԡ�
��3�����֡����Ͷ�á����ͷ��䡱�ķ���ԭ��
��4����ƽ��������������������Ϊ���ضԸ�����ʱ���۵�Ӱ�졣
��5��ʵ�����ǣ�ʹ��ʱ���۹淶����ѧ�����пɲ����ԡ�
��6���Ϸ�Ӫ˽�������ķ������Լ���ʱ�����ƶ���Ա�����ݡ��������ڵĹ���ʱ����ƫ�ߡ�
��7��Ӧʵ�С��رܡ��ƶȣ����˲����ƶ���ʱ������Ա���ܲ���������ʹ��ʱ���۵��ƶ���������
4����ʱ����
��ʱ�Ķ��٣�ͨ��ʵ�ʵIJ������������ã���������ҵ�ֳ���ɣ�Ӧע������Ҫ��
��1��������ԱӦ���������˳�ֵ������������Թ��ߡ����������Լƻ��ȡ�
��2����Ҫ��ǰ��֪��������Ա����������Ϊ�˱����������Ӱ�죬Ŀ����ʹ����������������״̬������
��3���۲�ķ���λ�á�ʱ��ȶ�Ҫ��ǰ��ȫ��ijﻮ��������һ��������ȷ����
��4����ҵ����������Ŀ�����������Ч�ʣ���ˣ���ʱ���Բ�ҪӰ��������������
��5���ֳ���¼��һ��ԭʼ���ݺͲ���Ҫװ������š�ǩ�֡���棬�������κ���������Ļ����١�
�塢ʵ�ֱ���ҵ
����ʱ�����ڱ���ҵ�Ļ����ϣ���ҵ���淶���ó��ı���ʱ��Ȼ�Ǵ���ġ���ҵ��������ȫ��ع淶��ҵ��Ϊ��Ҫ���Ϸ��ֲ�������Ч�������˷����������ҵЧ�ʡ�
1��ʵ�ֱ���ҵ�Ĺ���Ҫ�㣺
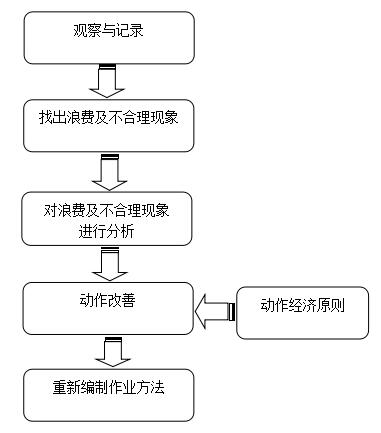
�����ڵľ���Ҫ��
��1���۲����¼
�۲�Ҫȫ�����룬�������Ź�һ������
��2��Ѱ���˷Ѽ�����������
��ҪѰ�����������е��˷��벻��������ҪѰ�Ҹ��������˷��벻������
��3���Է�����¼����е��˷ѽ��и���
ȥ����¼����в����˷ѵĶ���������ʱ�Ķ�����Ϊ�Ͽ�Ķ�����
��4����������ԭ���µĶ�������
���ն�������ԭ��������������
��5�����±�����ҵ����
�������з�������ʹ�������еø����ɡ�����Ч���趨��ҵ���Ƕ����о���Ŀ�ġ�ҲҪע�����ò��ϡ���װ�оߡ���е����ҵ��������ҵ������Ӱ�죬��������ҵ��ȫ���������ָ�����ҵ��
2����ν�����ҵ����
��������ҵ�Ļ�����Ҳ����ҵ�������Ӷ������ֽ����о����ƣ�������ֱ�Ӻͼ�Ч���ķ�ʽ��Ҫ���ݲ�ͬ��Ʒ�������ص㣬��ͬ�Ĺ���ȥѡ��ͬ�ķ�����
��1����������
�� ����������
������������һ�ִ������Ķ����о���������ν�������������Dz�ȷ�����Ƕ�һЩ����Ҫʮ�־�ϸ�Ķ��������еķ�����������ʮ�������������ǿ�������������ȫò�������ڷ��¶���ϸ֦ĩ���Ͼ�����
l �Զ�����Ϊ���Ӷ����������ֵ�һ�Ķ���������Ҫ����ȥ���ա�
l ��������Ҫץ����˷ѺͲ��������棬��ʱ����С�����⡣
l ����Ŀ�ӹ۲�Ϊ����һ�㲻������ʱ���ߺ������豸��
l һ�㽫�۲������ͬʱ���У��ֳ�������⡣
�� ϸ������
ϸ�����Ƕ��ڶ������������о���������ȷȷ������ʱ���һ�ַ��������磬������ҵʱ��Ҫ��ȽϾ�ϸ�ĵ�����ҵ��������ҵ�ߣ����ǵ�ÿһ�������Ƿ�淶����ֱ��Ӱ������ҵ��Ӱ�������ߵ������Լ��¹���Ĺ�������Ϊ�����ߵ��ٶ���һ���ģ�������ÿһ�������ߵIJ���ʱ��Ҳ��һ���ģ���������߲��ܰ��չ淶��Ҫ����в����������ڼȶ���ʱ������ɼȶ��Ķ���������ϸ��������������Ե�ʮ����Ҫ��
��ϸ�����������ܵ������ã�Ҳ���Ƿ��Ƕ���������һ��ԽϸԽ�ã�������Ҿ߳���ľ��װ����ҵ��������Ϊľ龵Ľ�ϲ�λ�Ĺ��������ʹװ�乤�������Ÿ���ı�������ʱ��ֻ�ܹ涨�ܵ���ҵ��Ϊ��������й�ϸ�Ķ��������������Dz���Ҫ�ģ�Ҳ��û������ġ�
ϸ�����������õķ����У�
A�����ط���
������ҵ�ߵĶ���ȫ���ֽ�Ϊ��ͬ����Ԫ�ء���Ȼ���һ������Ķ�������ЩԪ����ϵ���������õĶ���һ��ɷֳ�18�֣���Ϊ���ࣺ
A�ࣺ��Ч����ҵ������
B�ࣺЭ��A�ද��ʵʩ�Ķ�����
C�ࣺ���ܶ���ҵ����ֱ�����õĶ�����
B��Ӱ�����
Ӱ��������ڽ���ϸ�Ķ��������ȼ��ַ��㣬�������Կ˷����ط����г����Ĺ۲첻ϸ�¡���ȷ�����⣬���ҿ��Է����ۿ��Լ���ͬ���ۡ�Ӱ�������������ʹ������ʶ���������ʣ���������������ʶ�����Ĺ켣��
���ſ�ѧ�����IJ��Ϸ�չ������ϸ�����о������и���ĵط��õ�Ӱ���������ͳ�Ķ��ط���Ҳ��һ������Ӱ�������ȡ����Ӱ����������Խ������ֽʮ��֮һ�����ٷ�֮һ�룬ʹ�о��������롣
��2������Ҫ��
�� Ҫ��ȷѡ��
������ѡ��Ӧ��������ԭ��
�� �任�Ͽ�϶����ҵ������Ӧ����ϸ�����������任������ij�����ʱ�ϳ��ģ�Ӧ���и���������
�� ���ж������ƿɷ������ߣ���һ���Ƚ��и�����������������ϵ��˷��벻������Ȼ���ٽ���ϸ������ʹ���Ƹ���һ����
�� ������ѡ��Ҫ�����ҵ�������ص㣬һ����������Ϊ����������ʽ��Ӧ����ϸ������������������ʽ�Ķ���и���������
�� ���ڶ��˺�����С��ʽ������ʽ�ģ�����и������������Ը���������ҵΪ���Ķ����ϸ������
�� ��������ϵͳ�ķ�ʽ��Ӱ���о�������ѡ��һ���е���̶ȴ�ģ�Ӧ����ҵ��Ա����ϸ����������е���̶�С��Ӧ����ҵԱ���и�����������Ȼ��������Զ����̶ȸߣ���ֻ�ǿ����DZ����ѣ������˵Ķ�����ϸ����Ҳ����ȫû�б�Ҫ�ˡ�
�� Ҫѡ���д����ԵĹ���
�������еĹ����б�Ҫ���ж����о����淶�Ķ����������Ƿ������к��ģ������ֹ���̣�������ˡ�
����¹żҾ��ϳ����������ֹ���̵ĵط�����Щ���������ʱ������Ϊ���ϵ����⣬ͼ���ı仯�����ߵķ����̶ȣ�ľ�Ƶķ������ʱ�����ȿ����������
��3�����ȡ������ʵ�Ļ�������
���ϵ���ʵ���ֱ��Ӱ������Ľ����Ҫȡ����ʵ�ɿ�������Ҫע�����µ����⣺
�� �����ֳ������о���¼����ԱҪ����רҵ֪ʶ�������Ų����ڱ���ҵ�еı������Ի�
�� Ҫ��������������ִ����ֶΣ�������������������ȣ��Ա㷴���������Ҳ�Ӱ������ߵ�����������
�� ��ʱ���ڲ���֪�����ߵ�����½��й۲⣬������������ϵ�ȷ��
�� Ӧ����������������½��С�
�� Ҫѡ���д����ԵĹ��������д����Ե���Ա���з����о���
�� ���ƻ���ͬ�Ķ���Ҫѡ������з����о���
�� Ҫ����ʹ���Ϸḻ��������ƫ��ȫ��
�� ��ͬһ�ද���������ռ�������ɲ�ͬ����Աͬʱȥ�����������Լ��ٹ۲��ߵĸ�����
��4������������
�� �Ƴ̷���
l �о��Ƴ̻���ҵ�����á�˳�ָ�ϲ��Ƿ���ʣ�
l �����˵�·�ߡ������������������Ƿ���ʣ�
l ������ȴ����ɷ����̣�
l �����Ƿ��ͬʱ�ӹ�����飻
l �о�Ʒ��״����Ʒ�ʳɱ���
l ��鱨���뷵����
�� ��������
l �Թ���ȫ���̵Ļ����������з��ࣻ
l �ҳ���Щ�����DZ�Ҫ�ģ���ЩӦ�ü��ٵģ���Щ�������ã�
l ������Ѷ�����ϵ���ƣ�����ﵽ��á�
��Դ�������� ��ӭ��������
��һ�����£��ͻ���ϵά����ִ�з���
��һ�����£����ʿ��˷����IJ���˵��